
Yunnan rubber liner Main impact: The air volume loss of the whole system is too large to meet the air volume requirements, and the power is seriously wasted. 1. If the stainless steel welded air duct system adopts the combined flange air duct, it may be that the seam, flange strip seam and hole seam are not sealed with sealant; The allowance of segment blanking seaming is greater than the specification requirements. 2. No embedded parts are set at the joint of brick structure air duct and metal air duct, or the sealing gap is too large or the joint is not tight. Countermeasures: 1. Button type seaming can be used for medium pressure air duct; Corner seam or joint corner seam shall be used at four corners of high-pressure air duct or clean system air duct. 2. Seams of stainless steel welded air ducts, joints without flange inserts and holes must be sealed with sealing paste to prevent air leakage. 3. During construction, embedded parts shall be set at the junction of brick, structural air duct and metal air duct as required, or the civil engineering unit shall cooperate to block and seal to ensure close connection. During the air duct anti-corrosion treatment, the next anti-corrosion treatment can be carried out after the previous paint is dried; It is strictly forbidden to work without certificate. The duct type air outlet is a central air conditioning terminal air supply system that integrates the functions of air outlet, air supply pipeline, static pressure box, thermal insulation material, air valve, etc. rubber liner company Calculation of air duct size of stainless steel welded air duct: the equal damping method (equal pressure method) is a convenient calculation method, which is suitable for many occasions.

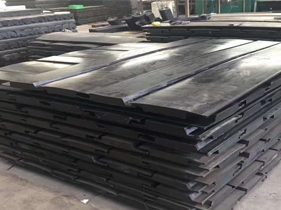
1. Mutual wear of rubber lining plate and steel ball of ball mill: both the rubber lining plate and steel ball of ball mill are vulnerable parts. During grinding, the steel ball and material of ball mill do throw line falling movement in the barrel Yunnan rubber liner It will collide with steel balls and materials and cause friction. In continuous operation, the rubber lining plate and steel ball of ball mill will be severely worn, which is directly related to the hardness of materials. The greater the hardness of the material, the faster the abrasion speed of the rubber lining plate and steel ball of the ball mill, which may cause equipment damage or even safety accidents in serious cases. In addition, it is also related to the ball of the ball mill. The size and quantity of the ball will affect the service life of the rubber lining plate of the ball mill. If the ball mill is in operation, increasing the amount of steel balls or filling steel balls with larger diameters will increase the wear of the rubber lining plate of the ball mill. 2. The heat treatment process of the rubber lining plate of the ball mill is unreasonable: the unreasonable heat treatment of the rubber lining plate of the ball mill will not only increase the wear of the lining plate, but also affect the yield strength of the lining plate, resulting in the fracture of the bolt of the ball mill under the large shear force. In the actual operation, the staff lacked the understanding of the lining plate material and the heat treatment processing of the ball mill rubber lining plate was insufficient, so the strengthening effect of the ball mill rubber lining plate was not in place and the strength was low. When impacted by steel balls and materials, rubber liner company Plastic deformation often occurs. 3. The material of the rubber lining plate of the ball mill is unreasonable: the material of the rubber lining plate of the ball mill and its heat treatment process are the key to determine the mechanical performance of the lining plate. If the material of the lining plate is not properly selected, its fatigue strength and life will be greatly reduced, which will not meet the requirements of the ball mill, or even plastic deformation or bulge will occur.
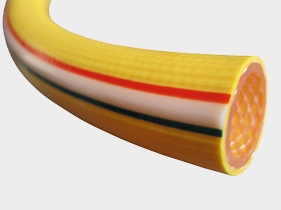
Yunnan rubber liner It is a kind of hose that can be used for sand pumping and sand suction produced with high abrasion resistant rubber. It is often used in sand blasting industry, cement, steel, minerals and other industries, but it is mainly used in river dredging, slurry transportation in mines, sand digging and sand taking and other industries to transport sharp granular solids or solid-liquid mixtures. Its product structure is composed of high wear-resistant layer, reinforced water pipe layer, skeleton steel wire and outer rubber. Today, Myers will introduce the application field of wear-resistant sand absorption rubber pipe. When the wear-resistant sand suction rubber pipe is applied in the mine pit, it is necessary to set a floating boat equipped with a sand pump in the mine pit, and use the floating sand suction rubber pipe to connect with the sand pump. The floating boat will float up and down with the rise and fall of the water level. It is required that the pipe body has good flexibility and good tear resistance and bending resistance. The offshore pipeline is connected by non floating sand suction hose until the pulp transportation destination. The overall pipeline is divided into two parts, one for surface use and the other for onshore use. The main raw material of these two kinds of hoses is high abrasion and corrosion resistant rubber, and cord reinforcement layer and steel wire skeleton layer are added in the pipe wall to ensure the pressure resistance and tear resistance of the hose. The connection mode is vulcanized flange connection, that is, the flange and the hose are a whole, so there is no need to worry about the flange falling off. Floating sand suction hose used on the water surface. This kind of hose is required to float on the water surface. Due to the large drop of the mine (100 meters) and the long conveying distance rubber liner company The hose shall have high pressure resistance, and the design pressure is 25 kg/cm2 according to the calculation. It should be considered that the floating ship will move up and down with the rise and fall of the water level and the wave will cause lateral displacement. Its internal structure is the same as the sand suction hose used offshore, except that a floating body is installed outside the hose.

For the woodworking industry, many users production rubber liner Not unfamiliar, this is an industrial dust collector used on woodworking carving machines, mainly used to absorb wood chips, wood ash, etc. At present, there are many kinds of woodworking vacuum tubes on the market. In the past few years, major furniture factories used PVC steel wire hoses with flat ends. In recent years, more and more enterprises have replaced cheap PVC steel wire hoses with more wear-resistant and durable pu steel wire expansion tubes. Some of the former take a few days or a month, while some of the latter take a few months or a year, They are also steel wire hoses. Why is the service life gap so far? First of all, you may have the impression that many PVC hoses have a very bad smell. This kind of hose is often used in daily life. Because the raw material itself is very cheap, the price of the finished product is also very low. For example, only a dozen yuan a piece. Think about the price of PVC raw materials, which is generally 8-15 yuan a kilogram, And most businesses will not use expensive PVC raw materials, rubber liner company The woodworking vacuum tube produced in this way has a very strong smell, not only unpleasant, but also many times the product can not even achieve environmental protection. However, the current updated product, pu steel wire telescopic tube, is a large woodworking furniture factory. An expensive woodworking carving machine uses a cheap vacuum tube with a very smelly smell, which has much to do with the overall style.

Common for ventilation duct production rubber liner What should be paid attention to during processing: the galvanized air duct shall not be connected with s-shaped, c-shaped right angle and vertical angle plugs. Clasp type air duct shall not be used for Grade 1 to 5 clean air. The rivet spacing of air duct shall be less than 100 mm. When the air purification level is 1-5, the rivet spacing of air duct shall be less than 65 mm. Before processing the galvanized air duct, use cleaning solution to remove the oil stain and dust on the surface of the plate. The cleaning solution shall be a neutral detergent, which will not damage the board surface, and will not produce dust after drying, so it will not be harmful to human health. Clean the vent pipe with cleaning solution after fabrication. After cleaning, the electric board shall be sealed in time after the white silk cloth cleaning inspection meets the requirements. The inner wall of color coated steel pipe shall be smooth, and the coating shall not be damaged during steel plate processing. The damaged parts shall be coated with epoxy resin. The galvanized air duct seamed joints, riveted joints and flange flanged corner joints shall be sealed with sealant or other sealing measures according to the design and cleaning level requirements. The sealing materials shall be isobutyl rubber, chloroprene rubber, modified silica gel, etc. The sealing surface of the air duct plate joint shall be located at the positive pressure side of the air duct wall. The production site of galvanized air duct shall be relatively closed, and the production site shall be paved with soft materials that are not easy to produce dust. The galvanized air duct shall have fewer longitudinal joints, glass fiber reinforced plastic ventilation pipes, and no transverse joints. rubber liner company The processing of connecting bolts, nuts, washers and rivets shall be galvanized or other anti-corrosion measures, and blind rivets shall not be used.
production rubber liner 1. During the molding of rubber products, the cohesive force of the elastomer cannot be eliminated due to the large pressure pressing. During the molding and mold release, extremely unstable shrinkage (the shrinkage rate of rubber varies due to different rubber types) often occurs. It must take a period of time before it can be gentle and stable. Therefore, at the beginning of the design of a rubber product, no matter the formula or the mold, it is necessary to carefully calculate the matching. If not, it is easy to cause dimensional instability of the product, resulting in low product quality. 2. Rubber belongs to thermosetting elastomer, while plastic belongs to thermosetting elastomer. Due to different sulfide types, the temperature range of rubber molding and curing is quite different, even affected by climate change and indoor temperature and humidity. Therefore, the production conditions of rubber products need to be properly adjusted at any time. If not, there may be differences in product quality. 3. The rubber product is the rubber mixture made from rubber raw materials after mixing in the internal mixer as the raw material. The formula is designed according to the characteristics of the required rubber products during mixing, and the required product hardness is determined. The product is molded by the rubber plate vulcanizer. After the product is formed, flash processing shall be carried out to make the product surface smooth without burrs. 4. The aging test of rubber products belongs to the category of aging test. Rubber aging refers to the phenomenon that the performance and structure of rubber and products are changed due to the combined effect of internal and external factors in the process of processing, storage and use, thus losing their use value. rubber liner company It is characterized by cracking, tackiness, hardening, softening, chalking, discoloration, mildew, etc. The following conditions shall be met when the ball mill uses the rubber lining plate: 1. The hardness of the ground material. The iron base alloy is similar to the rubber lining plate for materials below medium hardness, and the rubber lining plate is superior for materials above medium hardness. 2. The temperature of rubber lining plate is generally 70 ℃ - 90 ℃, and it can reach 110-130 ℃ under special circumstances. The temperature should be lower during dry grinding. 3. Feed size. Generally, the ball mill shall be more than 20-25mm; For the autogenous mill, the feeding particle size can be larger because no steel ball is added.





